占世界黑色冶金工业产能80%以上的钢铁企业,都是采用传统“烧结——炼铁——炼钢——轧制”长流程生产工艺,它具有高效率、大批量生产钢材的优点,远超使用电炉炼钢及直接还原铁工艺的产量。下面我们以某厂的生产工艺流程来了解了解钢材生产:
部分图片请点击放大查看
炼焦
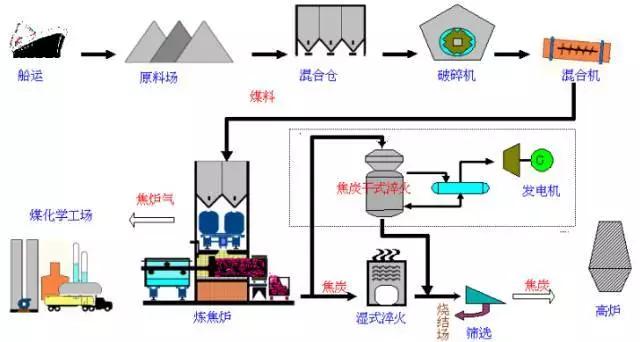
炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结
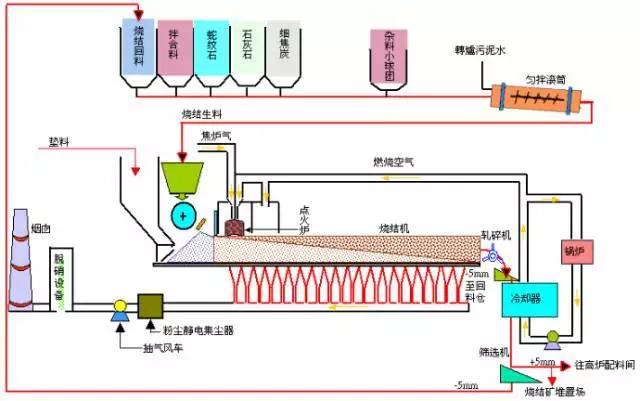
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭 ,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
球团
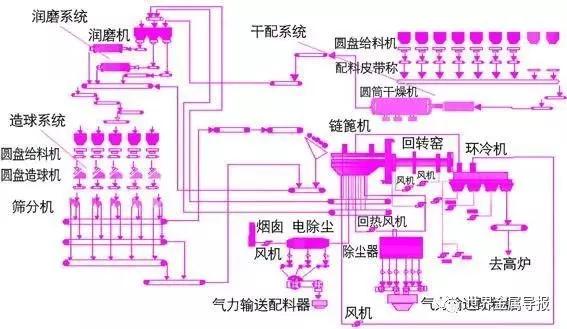
篦机-回转窑-环冷机球团生产工艺过程主要包括以下几个部分:制煤系统、原料系统、干配系统、造球焙烧系统、润磨系统。球团生产过程可概述为:将准备好的原料(细磨精矿和添加剂等),按一定比例经过干配混匀后,进入造球系统造球,然后进入链篦机-回转窑-环冷机进行干燥、高温焙烧、冷却,直至送入成品系统。其中回转窑高温焙烧是最重要的一环,决定着球团矿的性能和产量,如上图所示。
高炉炼铁
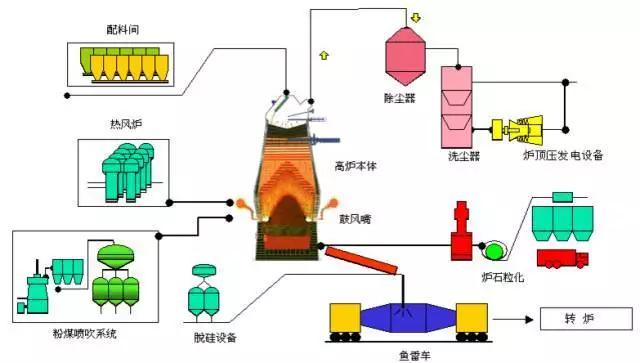
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴 鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
非高炉炼铁
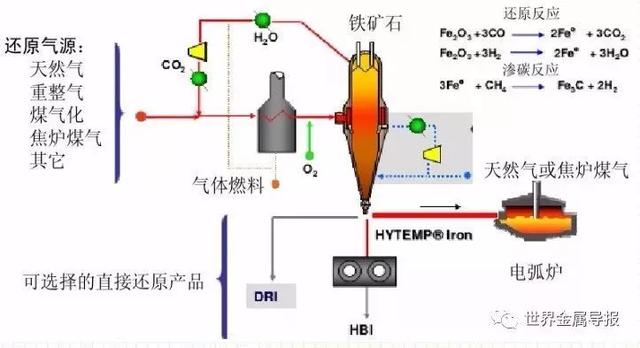
在竖炉中用高温还原气或固体还原剂还原铁矿石的直接还原炼铁方法。该法是1932年由马丁·韦伯(Wiberg)发明的在瑞典建成了第一座生产装置,称维伯尔法(Wiberg Soderfors process)。此法开始是用木炭制造还原气。后因经济上的原因,改用焦炭制气。60年代,随着石油、天然气工业的发展,以天然气为能源的竖炉直接还原法蓬勃兴起。30多年来,先后有阿姆科(Armco)法、普罗费尔(Purofer)法、米德莱克斯(Midrex)法、NSC和希尔(HYL)法等竖炉直接还原法问世。70年代初,用煤做还原剂的外热式竖炉直接还原法(KM法)投入生产。
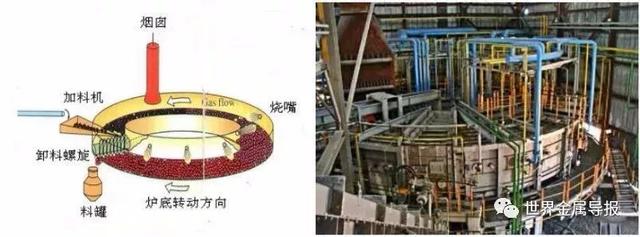
转底炉直接还原技术(RHF)是铁矿粉(或红土镍矿、钒钛磁铁矿、硫酸渣或冶金粉尘、除尘灰、炼钢污泥等)经配料、混料、制球和干燥后的含碳球团加入到具有环形炉膛和可转动的炉底的转底炉中,在1350 ℃ 左右炉膛温度下,在随着炉底旋转一周的过程中,铁矿被碳还原。当铁矿粉含铁品位在67%以上,采用转底炉直接还原工艺,产品为金属化球团供电炉使用;当矿粉含铁品位低于62%时,采用转底炉——熔分炉的熔融还原铁工艺,产品为铁水供炼钢使用。通常金属化率可达80%以上,金属化球团可作为高炉原料。

COREX法是由原联邦德国KORF公司和奥地利VOEST-ALPINE公司联合开发的一种无焦炼铁的熔融还原炼铁工艺。原名KR法,是在KORF工程公司拥有的米德莱克斯(Midrex)竖炉直接还原法基础上发展起来的。
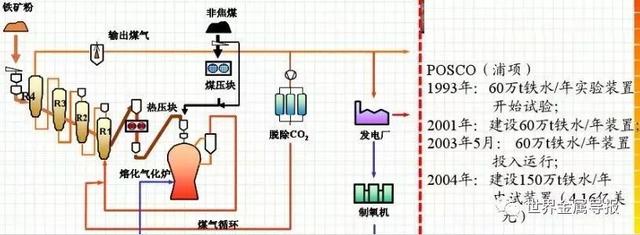
Finex是一种直接用粉矿和非炼焦煤粉冶炼铁水的新工艺。
Finex工艺的关键技术是在主流化床反应器内将铁矿粉还原成粉状DRI(直接还原铁),DRI经热压成形后,利用熔融气化炉将DRI热压铁块熔融还原为铁水。与传统的高炉炼铁工艺相比,Finex炼铁工艺省去了炼焦和烧结过程,生产的铁水质量可以与高炉及Corex工艺相媲美。目前,世界上唯一一座Finex工艺装备(年产150万t铁水)已于2007年4月10日在浦项点火投产,设计产能4300t/d。
转炉炼钢
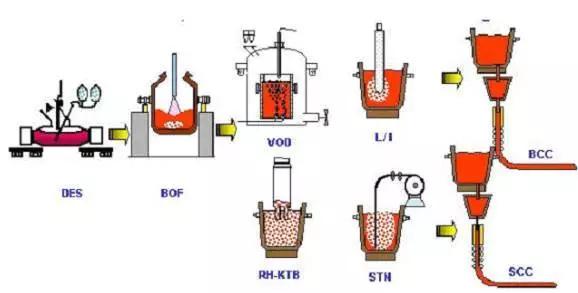
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
电炉炼钢

电炉炼钢主要利用电弧热,在电弧作用区,温度高达4000℃。冶炼过程一般分为熔化期、氧化期和还原期,在炉内不仅能造成氧化气氛,还能造成还原气氛,因此脱磷、脱硫的效率很高。
以电为能源的炼钢过程。
此类炼钢炉即电炉种类有电弧炉、感应电炉、电渣炉、电子束炉、自耗电弧炉等。通常说的电炉钢是用碱性电弧炉生产的钢。
电炉钢多用来生产优质碳素结构钢、工具钢和合金钢等。这类钢质量优良、性能均匀。在相同含碳量时,电炉钢的强度和塑性优于平炉钢。电炉钢用相近钢种废钢为主要原料,也有用海绵铁代替部分废钢。通过加入铁合金来调整化学成分、合金元素含量。
以废钢为原料的电炉炼钢,比之高炉转炉法基建投资少,同时由于直接还原的发展,为电炉提供金属化球团代替大部分废钢,因此就大大地推动了电炉炼钢。
连铸制坯
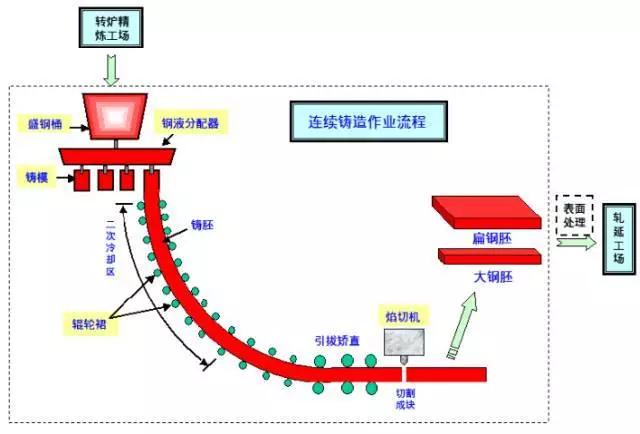
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
热轧
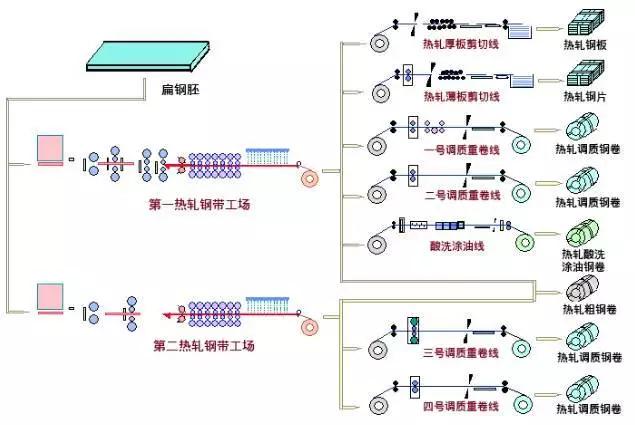
第一热轧生产流程
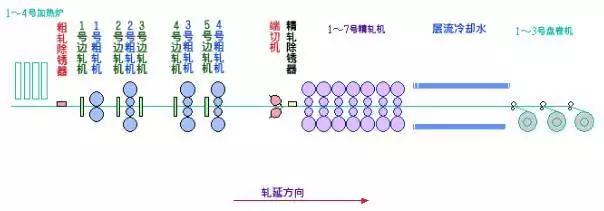
热连轧
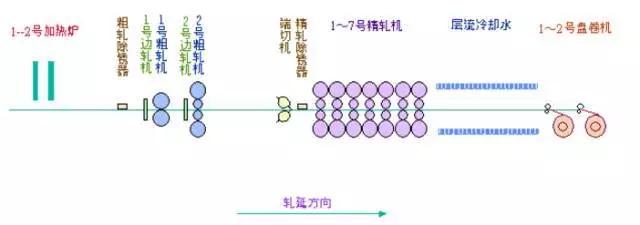
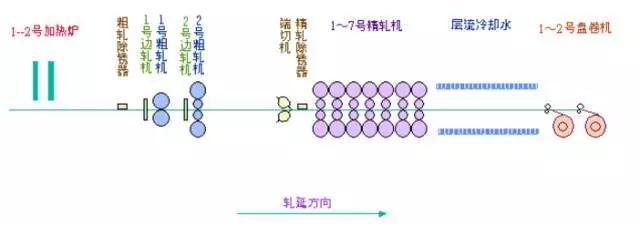
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
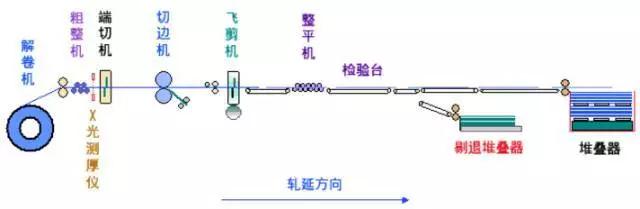
开平剪切
热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质
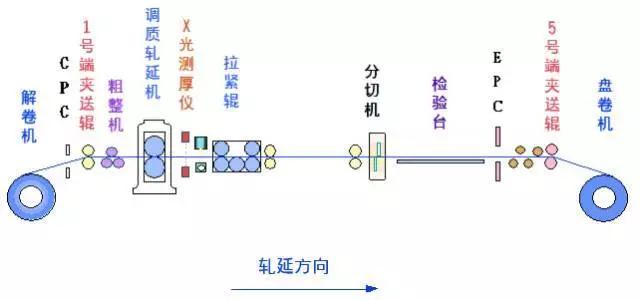
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
调质
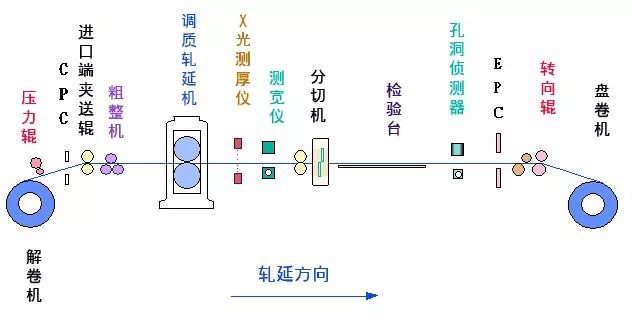
热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油
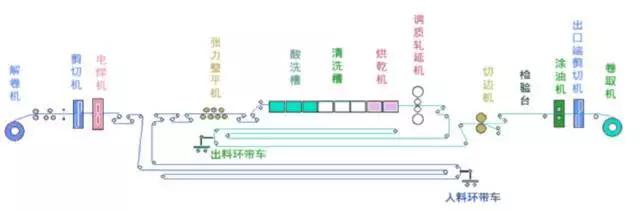
热轧生产流程>酸洗涂油线设备布置图:主要功能为将原料钢卷上线解卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程
热连轧
热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质
热轧生产流程>三号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。

调质
热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
冷轧
酸洗冷轧
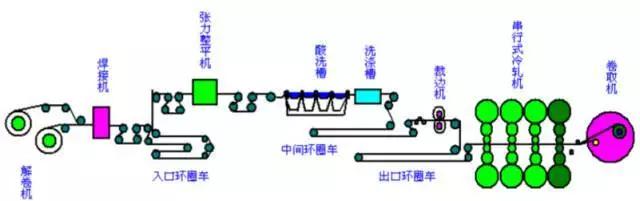
第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧
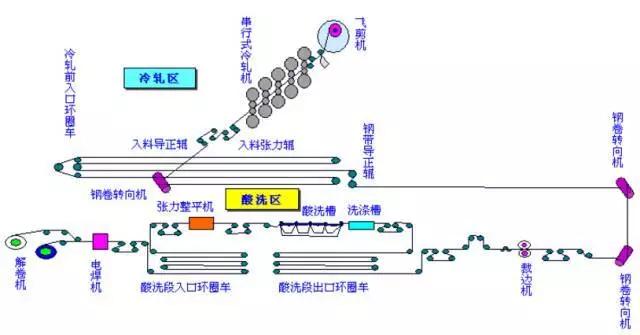
第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌
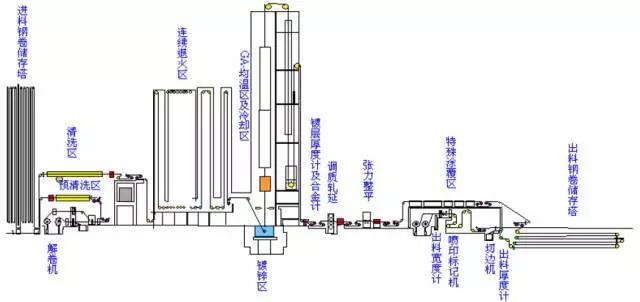
连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及 退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延 及张力整平,最后再依不同需求实施后处理或涂油作业。





