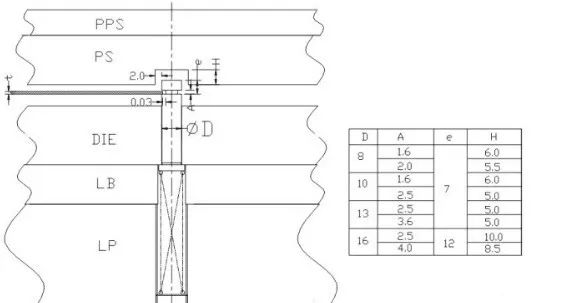
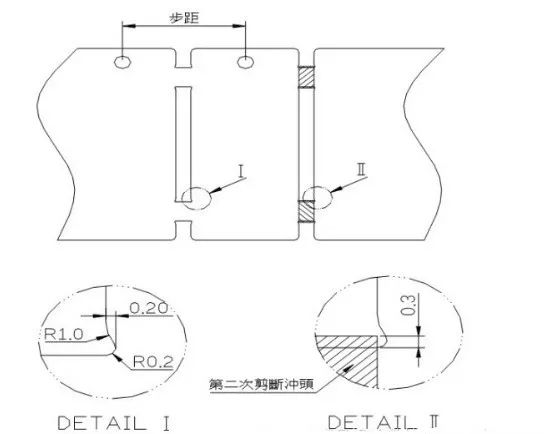
4. 浮升销的间隙为0.10mm;剪切后材料與浮升销的间隙为0.03mm。
十三. 定位设计标准
由於產品尺寸精度及配合性要求越來越高,在模具设计时,定位是不可忽视的。
1. 定位按位置分为内定位和外定位两种。
2. 內定位块(销)A與產品间隙位0.03mm,外定位块(销)B與產品间隙为0.05mm。
3. 內定位两边必須有对称顶料销D,其與內定位间隙如图。若無內定位块(销)A时,外定位块B與工件间隙应为0.03mm。
4. 外定位根據實際情況可先用異形或圓形,但是盡可能用剪切後的边來定位。
5. 外定位其有效部分应比內定位有效部分高出3-5mm。
6. 內定位脱料板讓位割单+0.05mm.外定位销脱料板鑽单+0.5mm異形外定位脱料板讓位割+0.1mm。
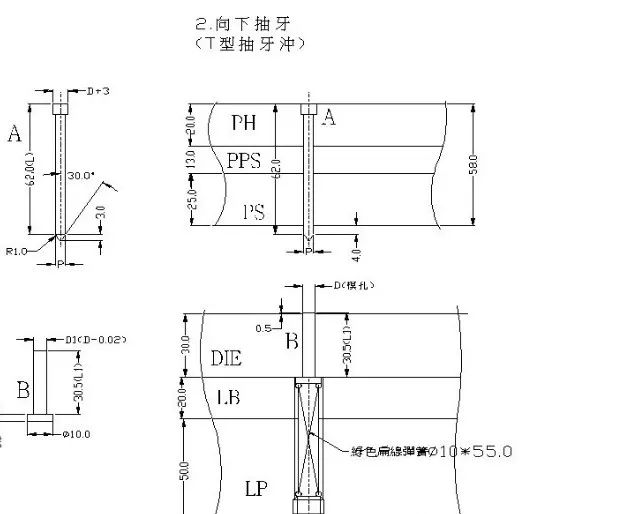
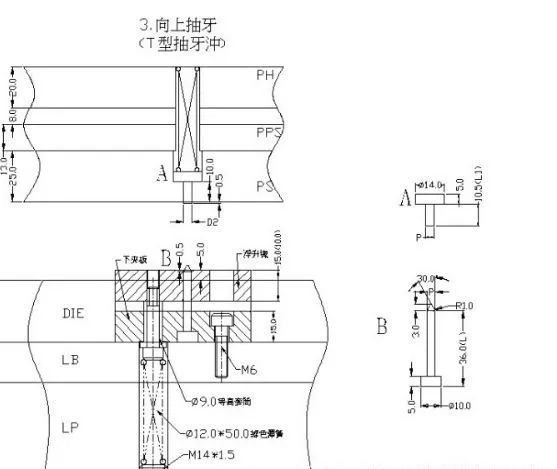
常用几种抽牙形式如下图所示﹕(向上,向下抽牙沖子长度均一樣长﹐便于更換)
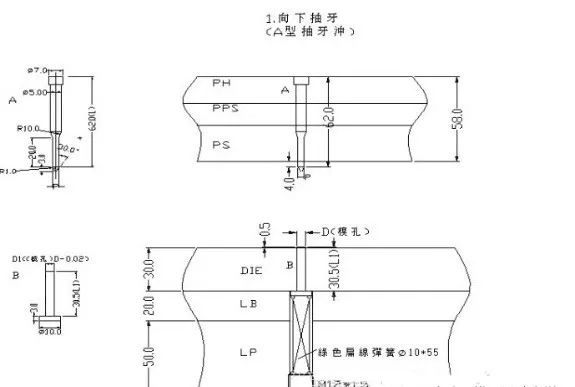
十四. 抽牙结构设计標准
抽牙制作標准﹕
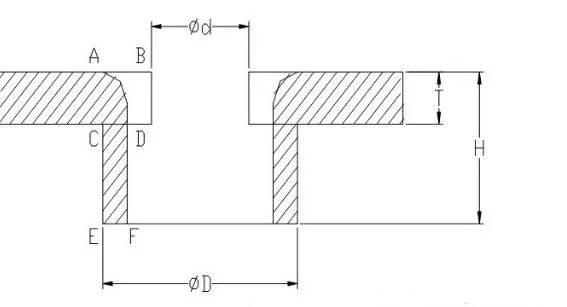
抽牙的計算原理为體積不變的原理﹐一般抽孔高度取H=3P(P为牙距)。R=EF﹐
∵T*AB=(H-EF)EF+π*EF*EF/4,
∴AB={H*EF+(π/4-1)EF*EF,
∴預沖孔=ψD-2AB.
1. T≦0.5时﹐取EF=100﹪T
2. 0.5<T<0.8时取EF=70﹪T
3. T≧0.8时取EF=65﹪T
常用几种抽牙形式如下图所示﹕(向上,向下抽牙沖子长度均一樣长﹐便于更換)
十五. 帶料缺口设计標淮
1. 連續模设计时﹐考虑到帶料处會由于送料不淮而產生斷差﹐或二次剪切產生毛刺﹐所以设计时會加工藝缺口克服以上問題。
2. 缺口的標淮形式:剪斷沖頭超出0.3mm,即可避免未剪切而產生毛刺。
3. 示意图如下﹕
关于五金模具、五金模具钢材、五金模具工艺问题还可以参考:《常用的五金模具钢材种类有哪些?》《五金模具十大常见问题及解决方案》《五金模具折弯尺寸不稳定原因分析及修理对策》等内容





