冲模在汽车制造业中占有重要的地位,汽车中60%~75%的零件由冲压工艺成形。伴随着汽车工业的发展,市场竞争更加激烈,整车开发的周期也愈短,而冲模的开发周期约占整车开发周期的2/3,要求在保证零件形状精度、尺寸精度及表面质量的前提下提高模具开发的效率。冲模开发过程中,模具研合率直接影响模具零件型面精度以及冲压零件成形质量,因此模具零件型面研合率是冲模制造领域的重点问题。
冲压是通过压力机滑块和模具对金属板料施加作用力使其产生塑性变形,获得满足形位精度零件的加工方法。冲压工艺包括拉深、冲裁和翻边等,其中拉深对模具零件型面质量的要求最高。
01 研合必要性
拉深模由凸模、凹模和压边圈构成,成形时压边圈和凸模先后与凹模闭合,受限于模具零件加工精度,即使按同一型面进行加工的凸凹模也会出现间隙不均匀,导致板料所受压力不均匀,材料流动不理想,最终零件出现尺寸误差较大、表面质量与一致性较差的问题,甚至会由于局部应力过大而产生破裂。对于大型零件的冲压,即使凸凹模间隙均匀,也会由于模具长度较长而引起刚度问题,出现“边缘闭合,中间架空”的现象。翻边模由刀块、压料块和凸模构成,成形时压料块将板料固定在凸模上,如果压料块与凸模的间隙不均匀,会导致翻边位置失衡,最终零件的形状和尺寸精度无法达到设计标准。
02 研合率
生产中为描述凸模与凹模、压料块与凸模之间的间隙是否均匀,提出了研合率的概念。在生产现场,使用模具对涂有色彩的板料施压,以施压后板料表面残余涂色是否均匀来评价研合率。模具零件型面研合率越高,板料在成形过程中受力越均匀,使材料保持良好的流动性。研合率是评价模具是否合格的重要指标,如果模具零件型面研合率不满足要求,会导致零件合格率降低,同一批次零件一致性较差等问题。同时模具零件型面研合会占模具调试时间的30%~50%,采用恰当的方法提高模具零件型面研合率也有助于缩短模具的开发周期。
模具零件型面研合的目的是修正由于模具结构设计不合理、加工精度不达标等产生的误差,要提高模具研合率,必须从设计和加工阶段控制误差。
01 合理的模具结构
模具设计包括模具零件型面的设计和模具结构的设计,复杂的工艺曲面在制造时难以保证精度,并且在研合时也需要花费大量时间,所以在设计工艺面时应尽可能避免复杂的曲面。
模具结构设计阶段,首先需要考虑模具的刚度。对于长度较长或拉深深度较深的零件,在拉深时会由于模具零件刚度不足而产生法向位移,即使上、下模型面一致,也会由于模具零件的法向位移导致研合率降低,对于该问题可以在模具设计时对易变形的区域进行反向补偿,这样可以提高研合率,减少后续钳工研合的工作量。
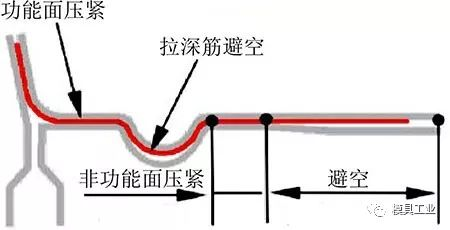
此外可以通过减小研合区域面积的方法来缩短模具零件型面研合周期,设计拉深模的压边圈和翻边模的压料块时,对压边区域进行工艺避料,即在保证压料区域足够的前提下减少压料面积,以减少压边圈研合的工作量,缩短研合周期。
02 加工阶段误差控制
经过数控机床加工的模具零件型面会产生内应力,通常在机加工之后需要进行淬火以保证模具零件的硬度,而淬火会导致内应力的释放,使模具零件产生变形。针对该情况可以将加工阶段的工序调整为:粗加工→半精加工→热处理→精加工,通过精加工将热处理产生的变形消除,减小加工误差以提高研合率。
03 调试阶段误差控制
调试阶段主要是钳工通过工具对模具零件型面进行打磨,直到研合率满足要求,包括基准侧选择及预处理、压边圈与凹模研合、凸模与凹模研合,研合阶段的误差控制主要通过基准侧的选择以及预处理实现。
凹模是数控机床一次加工而成,具有较高的形位精度,所以在研合压边圈与凹模时应该以凹模压料面和凸筋为基准,以保证凹模与拉深筋的精度不受研合影响。研合凸模与凹模时,由于模具的制造基准为凸模,凸模型面与数模一致,选择凸模为基准进行凹模的研合。需要注意的是,确定基准侧之后需要对基准侧进行预处理,包括修正凸模型面和凹模压料面上的机加工缺陷、打磨凸模表面及凹模凸筋以降低粗糙度值。
研合的目的是使成形零件达到规定的尺寸及形位精度,型面不同区域的研合程度对零件精度的影响不同,因此可以根据不同区域的功能分别确定研合率标准。容易破裂的区域如果研合率太高,会导致局部应力集中,增加破裂风险,因此该区域应适当降低研合率标准;对于有起皱或变形趋势的区域,应该提高研合率实现局部强压,消除起皱或变形;型面简单、无起皱或破裂风险的区域可以在保证精度的前提下降低研合率标准以缩短研合周期。成形过程中发挥作用的功能面应该以高标准进行研合,对于非功能面研合率则不作要求。
01 模具零件易变形区域补偿
尺寸较大的零件在冲压时会由于模具零件刚度不足而导致中间区域无法完全闭合,模具设计时在凹模法向提供补偿来提高研合率,现以某零件为例说明该补偿法在模具制造中的应用。
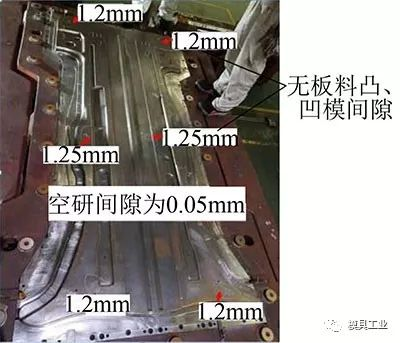
图1 空研时模具间隙

图2 试压后的零件
(a)凹模补偿方案简图
(b)凹模补偿方案效果
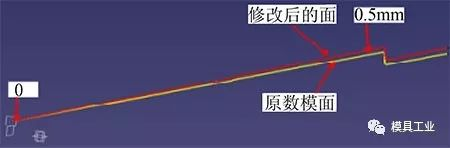
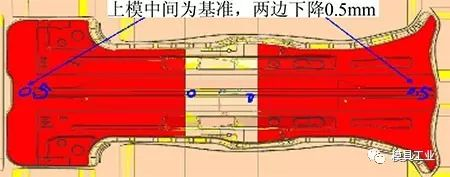
图3 凹模补偿方案

图4 补偿后试压零件色彩分布
某零件拉深模在空研时凸凹模最大间隙值为0.05mm(见图1),但对涂有色彩的板料进行试压时出现了“两端闭合,中间架空”的现象(见图2),针对这种情况,首先测量模具中部位置架空的高度,之后对模具结构进行整体补偿(见图3),补偿后通过对涂有色彩的板料进行试压,试压零件色彩分布如图4所示,由图4可知模具间隙均匀,研合率得到提高,缩短了研合周期。
02 模具结构优化
(a)压边圈模型

(b)凹模压料区域
图5 压边圈结构
(a)压边圈结构优化简图
(b)压边圈结构优化
图6 压边圈结构优化方案
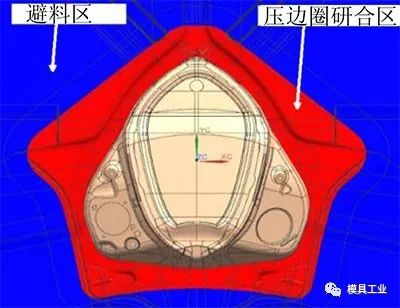
压边圈的主要作用是控制材料流动,压边圈结构如图5所示,压料面积较大,但并非全部区域均起控制材料流动的作用,如果对压边圈整体进行研合,研合效率低。设计压边圈时,在保证压料面积足够的情况下,对压边圈的外围区域进行工艺避料(见图6),减小压料面积,降低研合工作量。

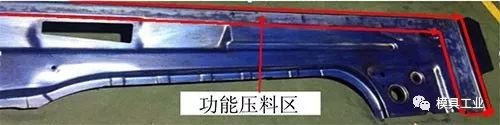
图7 翻边工序试压零件色彩分布
(a)翻边模压料面结构优化简图
(b)压料面结构优化后研合效果
图8 翻边模压料面结构优化
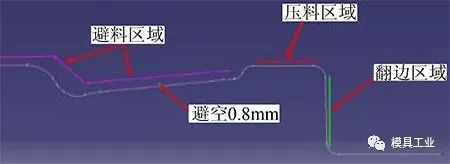
此方法对翻边模同样适用,翻边工序试压零件色彩分布如图7所示,如果对整个压料面进行研合,工作量大且难度高。通过对模具结构进行优化,对距离翻边位置较远的区域进行工艺避料,研合功能压料区,其余区域不进行研合,如图8所示,可以缩短研合周期,提高研合质量。
03 模具零件加工工序优化

图9 模具零件热处理前扫描报告
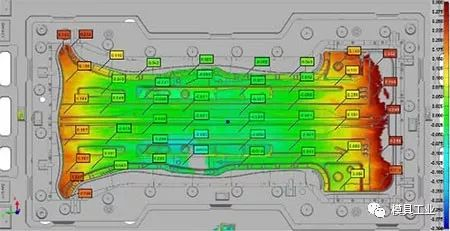
图10 模具零件热处理后扫描报告
热处理是模具制造中的重要工序,通常也是最后一道工序,而热处理往往伴随模具零件变形,变形将全部由研合工序修正,使研合周期加长,通过调整热处理工序在模具零件加工工序中的位置可以解决。模具零件热处理前扫描报告如图9所示,模具零件在经过粗加工、半精加工和精加工之后,已经获得较高的尺寸精度,但是经热处理之后,由于内应力的释放,模具零件发生变形(见图10),对模具零件型面研合造成不便。在后续的模具制造中,采取先热处理再精加工的工序安排,如图11~图13所示,以消除热处理导致的误差。(内容源自模具工业)
▍原文作者:刘进军1,王一帆2,贺立辉1,李春成1,张赛军2
▍作者单位:1.祥鑫科技股份有限公司;2.华南理工大学





