【摘要】采用27t钢锭试制的3Cr16NiMoS钢厚度280~370mm×宽度1,200~1,400mm锻制模块预硬化硬度带宽满足不了5HRC要求。通过酸蚀试验、 硬度检验、 碳含量分析、 热处理试验, 结果表明:由于钢锭大导致碳偏析严重而影响预硬化硬度不均匀, 碳正负偏析差值为0.163%, 预硬化硬度带宽为7.5HRC。采用15t钢锭试制, 碳正负偏析差值为0.089%, 预硬化硬度带宽为4HRC, 满足了带宽5HRC要求。
关键词:覆盖件;模具;型面修复;钎焊
3Cr16NiMoS钢是改进机械加工性能的塑料耐蚀模具钢, 用于生产耐腐蚀性能高的塑料产品的配件和表面要求低的模架或者镶入件上, 主要用于热流道模具行业 [1~2] 。
为满足市场需求, 抚钢试制了3Cr16NiMoS钢, 预硬化状态供货, 其中轧制扁钢和锻制圆钢可以预硬化硬度合格供货, 锻制模块预硬化硬度超出要求范围,不能合格供货。本文对影响锻制模块预硬度化硬度不合的原因进行了分析, 并找出解决办法, 而且通过生产验证, 预硬化硬度合格供货。
抚钢3Cr16NiMoS钢锻制模块生产流程:EAF炉初炼→LF炉外钢包精炼→VD炉真空脱气处理→模铸钢锭→钢锭加热→3500t快锻机镦拔锻制模块→模块退火→模块调质预硬化处理→检验→入库。主要工艺参数:冶炼27t钢锭, 钢锭为截面平均尺寸1,225mm的八角锭, 二次镦拔锻制模块, 模块横截面尺寸为厚度 280~370mm×宽度 1,200~1,400mm, 调质预硬化处理采用1,030℃×6h加热奥氏体化, 水-空交替冷却至500℃左右油淬, 500℃~540℃×25h空冷回火。
试制的3Cr16NiMoS钢为预硬化状态供货, 加工成模具后不再进行热处理直接使用, 为此对硬度均匀性要求严格, 带宽不超过5HRC, 以保证模具性能的均匀性。试制的锻制模块分别在相当于钢锭头部和尾部的横截面上按中心、 对角线四分之一、 角部进行硬度检验, 硬度不均匀, 头部中心硬度高, 尾部中心硬度低, 硬度带宽达7.5HRC, 满足不了5HRC要求, 不能合格供货。
3 试验方法
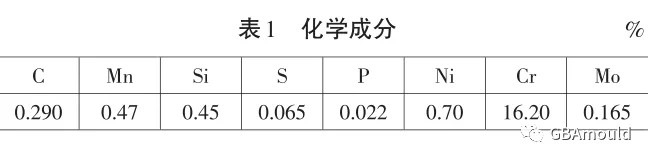
试验用锻制模块的尺寸为320×1,370mm, 化学成分 (熔炼分析) 如表1所示, 在相当于钢锭头部和尾部的模块上切取厚度10mm试片, 用50%盐酸水溶液加热腐蚀后进行低倍组织观察, 然后在试片上不同位置切取20×20mm试样进行硬度检验、 碳含量分析、 热处理试验, 硬度检验在洛氏硬度计上进行, 碳含量分析采用红外碳硫联测分析仪、 热处理试验采用箱式电阻炉。
4.1 酸蚀低倍试验
酸蚀低倍组织如图1所示。由图1可见, 锻制模块偏析严重, 头部偏析呈椭圆形, 且中心部位偏析比较严重, 尾部偏析呈方框形, 而中心部位基本不存在偏析。
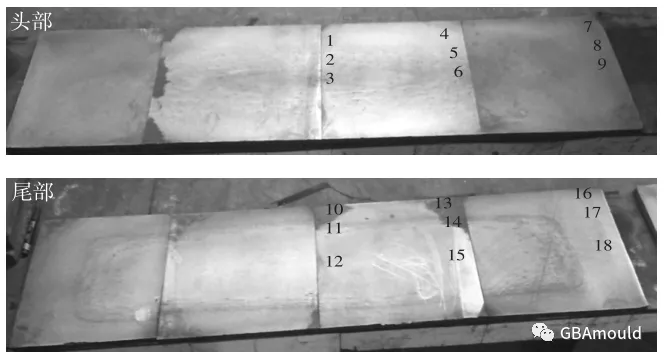
图1 酸蚀低倍组织
4.2 硬度检验
按图1酸蚀试片上标记的位置切取试样, 进行硬度检验, 结果如表2所示。
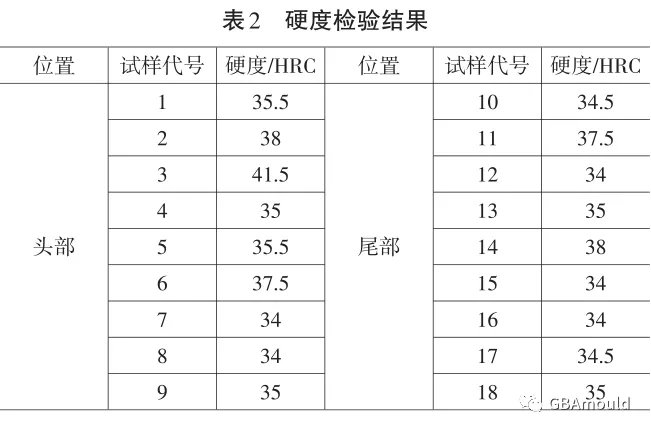
由表 2 可见, 硬度明显不均匀, 范围为 34~41.5HRC, 带宽为7.5HRC, 头部中心椭圆形偏析和尾部方框形偏析处硬度较高, 头部椭圆形偏析处硬度为37.5~41.5HRC, 且中心处硬度最高为41.5HRC, 尾部方框形偏析处硬度为37.5~38HRC, 尾部中心没有偏析处硬度为34HRC, 其它无偏析处硬度基本相当, 范围为34~35.5HRC。
4.3 碳含量分析
钢中含碳量是决定硬度的主要因素 [3] , 将检验硬度的试样进行碳含量分析, 结果如表3所示。

由表3且与表1对比可见, 碳含量不均匀, 存在偏析, 头部中心和椭圆形偏析处以及尾部方框形偏析处为正偏析, 头部中心处的碳含量最高为0.415%, 比熔炼分析的高0.125%, 尾部中心处负偏析为0.252%, 比熔炼分析低0.038%, 且头部中心和尾部中心处差值达0.163%。
4.4 热处理试验
从硬度检验和含碳量分析后的试样中选取不同偏析部位的试样在试验室进行热处理试验, 热处理工艺为1,030℃×0.5h加热后油淬, 再分别500℃×2h和540℃×2h空冷回火, 然后检验硬度, 并与模块预硬化硬度进行了比较, 结果如表4所示。
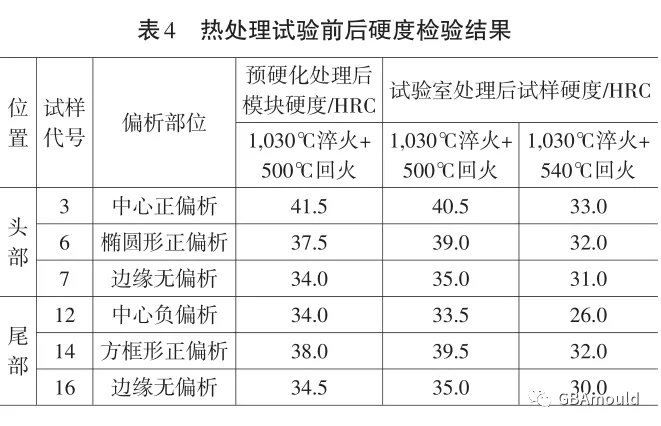
由表4可见, 试样在试验室与模块采用相同的热处理工艺1,030℃淬火+500℃回火处理后, 同一偏析部位的硬度基本相同, 不同偏析部位的试样在试验室采用相同热处理工艺 1,030℃淬火+540℃回火处理后, 硬度仍然不同, 正偏析部位硬度高, 负偏析部位硬度低, 说明淬火+回火热处理改善不了碳偏析对硬度的影响。
铸锭中化学成分不均匀的现象称为成分偏析, 尺寸愈大, 成分偏析愈严重 [4] , 试制的3Cr16NiMoS钢锻制模块采用的是 27t 钢锭, 钢锭截面平均尺寸为1,225mm, 由于钢锭尺寸大导致了锻制后模块成分偏析严重, 且通过碳含量分析得到验证碳偏析严重, 而且碳正偏析的部位硬度高, 碳负偏析的部位硬度低,是由于钢中含碳量是决定硬度的主要因素, 含碳量高则硬度高, 反之则硬度低 [5] 。
综上分析, 试制的3Cr16NiMoS钢27t钢锭锻制的模块预硬化硬度超出带宽5HRC要求的原因是钢锭大导致碳偏析严重而影响预硬化硬度不均匀, 且通过热处理试验淬火+回火处理无法消除碳偏析对硬度不均匀的影响, 为此从减小钢锭尺寸方面进行了改进, 采用15t钢锭进行了试制, 钢锭截面平均尺寸为1,080mm, 为保证锻造比采用3次镦拔锻制, 锻制后模块的碳偏析和预硬化硬度均匀性比27t钢锭有很大改善, 对比结果如图2所示, 27t钢锭锻制模块的碳正负偏析差值为 0.163%, 预硬化硬度带宽为7.5HRC, 15t钢锭的碳正负偏析差值为0.089%, 预硬化硬度带宽为 4HRC, 满足了带宽 5HRC 要求, 保证了合格供货。
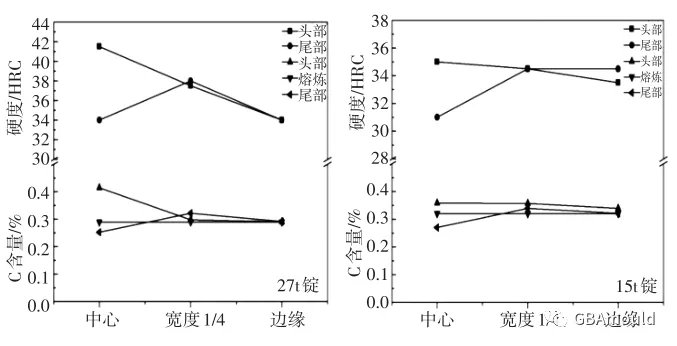
图2 27t和15t钢锭锻制的模块碳偏析和预硬化硬度对比结果
(1) 采用27t钢锭锻制的模块预硬化硬度不合的原因是碳偏析严重影响硬度不均匀, 碳正负偏析差值为0.163%, 预硬化硬度带宽为7.5HRC, 满足不了带宽5HRC要求, 无法合格供货。
(2) 工艺改进, 采用15t钢锭锻制的模块碳正负偏析差值为0.0839%, 预硬化硬度带宽为4HRC, 满足了带宽5HRC要求, 合格供货。
作者:孙秀华, 康爱军, 刘德龙, 徐晓慧, 黄 辉(抚顺特殊钢股份有限公司技术中心) 文章来源:《模具制造》





