1.1 模具钢铣削加工试验
选用淬硬模具钢Cr12MoV为研究对象,经淬火与回火处理后其硬度值约61 HRC。采用两刃涂层整体硬质合金球头铣刀(直径φ10 mm)在五轴数控加工中心DMU 60P上进行模具钢球头铣削加工试验,切削参数如表1所示。
表1 模具钢球头铣刀铣削加工参数

1.2 环-块摩擦磨损试验
采用电火花线切割机床,根据国标GB/T 12444—2006制备试样,利用环-块摩擦磨损试验机MRH-3进行滑动摩擦磨损试验。试验在滴油润滑状态下进行,转速、压力载荷及对磨时间分别设定为200 r/min、200 N、15 min。试验过程中借助压力传感器获取摩擦力,根据库伦摩擦定律换算得出滑动摩擦系数,试验后借助工具显微镜和白光干涉仪分析球头铣刀铣削加工表面形貌磨损前后的变化。
2.1 微凹坑形貌形成机理
图1所示为每齿进给量fz=0.24 mm/z时模具钢球头铣削加工表面形貌及其X、Y方向的典型轮廓曲线,沿X方向与Y方向表面轮廓呈现近似周期性的峰谷分布特点,这表明球头铣削加工表面可产生具有近似微凹坑特征的形貌。X方向为铣削过程中的进给运动方向,X方向轮廓波长对应每齿进给量;Y方向为铣削过程中的间歇进给运动方向,Y方向轮廓波长对应径向切削深度。微凹坑边缘完整性由进给运动和间歇进给运动引入的残留材料决定,当给定铣削速度与轴向切深时,增大径向切削深度会使间歇进给残留材料高度增加,而当增大每齿进给量会使进给方向的残留材料高度增加。结合图1可推断,当每齿进给量与径向切削深度数值相当时,有利于产生微凹坑特征表面形貌,且采用较大的每齿进给量与较大的径向切削深度组合能获得更大深度的表面微凹坑。

图1 模具钢球头铣削加工表面形貌及X、Y方向轮廓曲线
2.2 每齿进给量对微凹坑表面形貌参数的影响
图2所示为模具钢球头铣削表面轮廓均方根偏差、偏态及峰态随每齿进给量变化,均方根偏差随每齿进给量的增大而缓慢增大,但当每齿进给量超过fz=0.24 mm/z时,均方根偏差快速增大。峰态SKu常用来表示表面粗糙峰的尖峭程度,对于高斯表面形貌其值为3,当SKu<3时为低峰态,当SKu>3时为尖峰态。图2中峰态值SKu小于3,且随着每齿进给量fz的增大而逐渐减小,这表明表面形貌低峰态越来越显著,凹坑边缘变矮变厚。偏态Ssk可用来反映表面形貌关于中性面的对称性,Ssk<0时表明表面以凹谷为主,相反则以凸峰为主。由图2可知,偏态随每齿进给量fz的增大近似呈增大趋势,表明该表面凸峰增多。综上所述,随着每齿进给量的增大,球头铣削加工表面微凹坑深度变浅,但因低峰态显著,微凹坑边缘等高程度较好。

图2 球头铣削表面形貌参数随每齿进给量的变化
2.3 每齿进给量对球铣加工表面摩擦系数的影响
图3所示为在润滑工况下以不同每齿进给量铣削加工的试块与试环对磨时的滑动摩擦系数。随着每齿进给量的逐渐增大,滑动摩擦系数呈现下降趋势,且当每齿进给量超过0.24 mm/z时,摩擦系数下降趋势变缓。此外,在相同试验条件下,抛光试样与试环对磨的滑动摩擦系数为0.121,该值高于采用球头铣削加工表面与试环对磨时的滑动摩擦系数。与采用每齿进给量0.3 mm/z铣削的试块相比,抛光试样摩擦系数高18.1%。
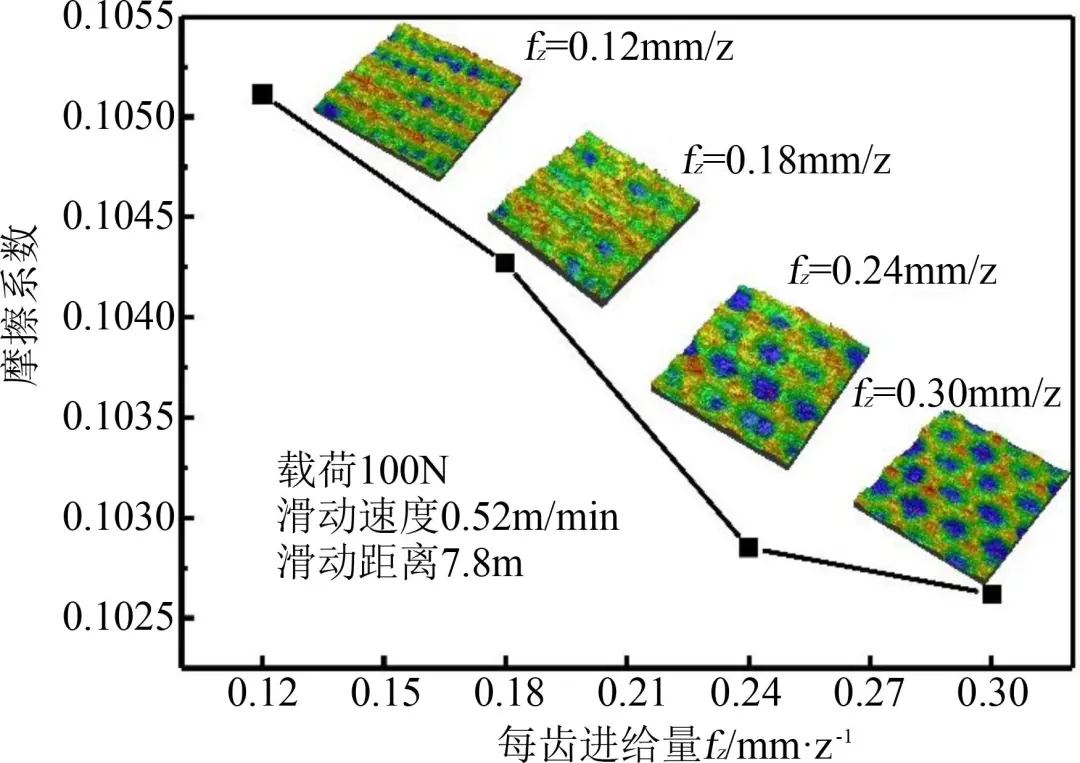
图3 球头铣削加工表面摩擦系数随每齿进给量的变化
球头铣削加工表面存在微米级的凹坑,其纵横为比0.01~0.05,在润滑滑动摩擦工况下,该类型特征的表面具有流体动压润滑效果。每齿进给量对球头铣削加工表面微凹坑形貌影响显著,每齿进给量越大,表面微凹坑越完整。微凹坑完整性越好,则储存润滑油能力越强,使局部流体动压润滑效应加强,增加润滑膜的厚度,在一定程度上提高了承载能力。此外,微凹坑具备一定的体积空间,可容纳摩擦接触表面产生的微小磨屑,有利于减轻表面磨粒磨损现象。由于微小磨屑容纳能力与流体动压润滑效应,球头铣削加工表面的减摩性能优于抛光试样。
每齿进给量通过改变铣削加工表面形貌参数影响表面摩擦特性,对比图2和图3可知,随着每齿进给量的增大,滑动接触表面摩擦系数与表面形貌参数均方根偏差及偏态具有相反的变化趋势,而与峰态变化趋势相同。对于给定加工方式,表面粗糙度越大,则滞留润滑剂能力越强,有利于减轻摩擦。此外,偏态的升高与峰态的降低使微凹坑边缘等高程度提高,同时厚度增加,延长了微凹坑相对作用时间,有利于提高耐磨性。
2.4 表面磨损形貌分析
图4所示为采用工具显微镜获取的球头铣削加工表面和抛光试样表面磨损形貌,滑动摩擦试验后球头铣削加工表面形貌出现一定程度的磨损甚至消失,且采用较小的每齿进给量加工的表面磨损严重;表面抛光试验后表面出现明显磨坑,坑内存在大量划痕,磨损程度高于球头铣削表面试样。

图4 球头铣削加工表面和抛光试样表面磨损形貌
(a)fz=0.18 mm/z (b)fz=0.24 mm/z (c)抛光表面
利用白光干涉仪对比分析了fz=0.18、0.24 mm/z铣削加工的表面磨损后的形貌,如图5所示。在两球头铣削试样表面的磨痕区域,由铣削加工引入的残留材料高度均降低,且采用较大每齿进给量加工的表面其残留凹坑深度更深,这是由于其具有相对更大更均匀的微凹坑,润滑油储存能力更强,有利于形成流体动压润滑,同时容纳磨屑能力强,有利于减轻磨粒磨损,故表面磨损程度相对较轻。而对于以较小每齿进给量加工的表面,其微凹坑完整性相对较弱,滑动摩擦过程中流体动压润滑效果不显著,容纳磨屑能力差,表面残留材料承受的压力载荷大,导致磨损相对严重。对于表面抛光试样,如图4(c)所示,其表面滞留润滑剂能力差,磨屑夹杂与试环-试块接触表面形成三体摩擦状态,导致犁耕作用加剧,表面磨损严重。

图5 不同每齿进给量铣削加工试样表面磨损形貌对比
▍原文作者:郝君吴建华
▍作者单位:山东省煤田地质局第四勘探队





