了解51模材网最新代理计划详情>
签到10金币抵1元,1000金币可申请提现。
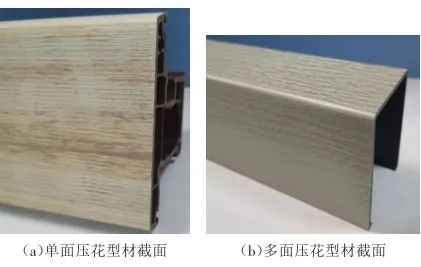
图1 压花型材
图2 三面压花模具
1.成型板 2.预成型板 3.机颈 4.过渡板 5.压缩板 6.三面压花型材 7.压花装置 9.上侧压花装置 8.左侧面压花装置 10.右侧面压花装置
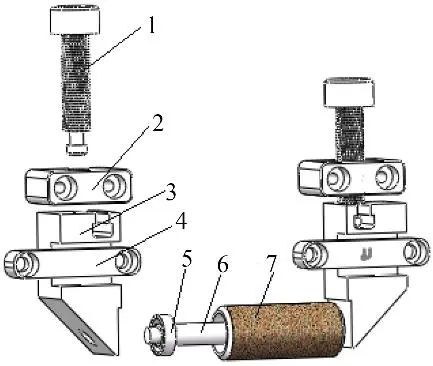
1.调节螺钉 2.支架 3.楔形轴承座 4.压板 5.轴承 6.轴芯 7.压花辊轮
▍原文作者:蒋标方艳华徐瑞
▍作者单位:格瑞特挤出技术有限公司